不锈钢凝汽器管板自动焊机
不锈钢凝汽器管板自动焊机
不锈钢凝汽器管板自动焊机
- 产品详情
- 产品参数
不锈钢凝汽器管板自动焊机的性能特点:1、实现管板全自动焊接;2、自动化程度高,故障率低;3、电弧电流为直流/脉冲形式,各参数均可单独设定,熔池易控制,熔宽和熔深均匀一致;4、采用逆变式脉冲氩弧焊机,焊接效率高,电弧稳定性强,焊缝成形美观;5、控制系统设计以人为本,操作简捷,工艺参数通过触摸屏输入,焊接参数可通过手控盒实时修改,焊接6、过程通过触摸屏实时监控;方便快捷;7、机头采用无限回转式旋转结构,机头送丝、水、气无缠绕;8、水冷定位心轴,避免管头融化后内流,焊缝成形美观;焊枪可以配合弧长调节连续旋转,实现多层焊接;9、采用管板焊操作架,轻巧美观,运动平稳可靠。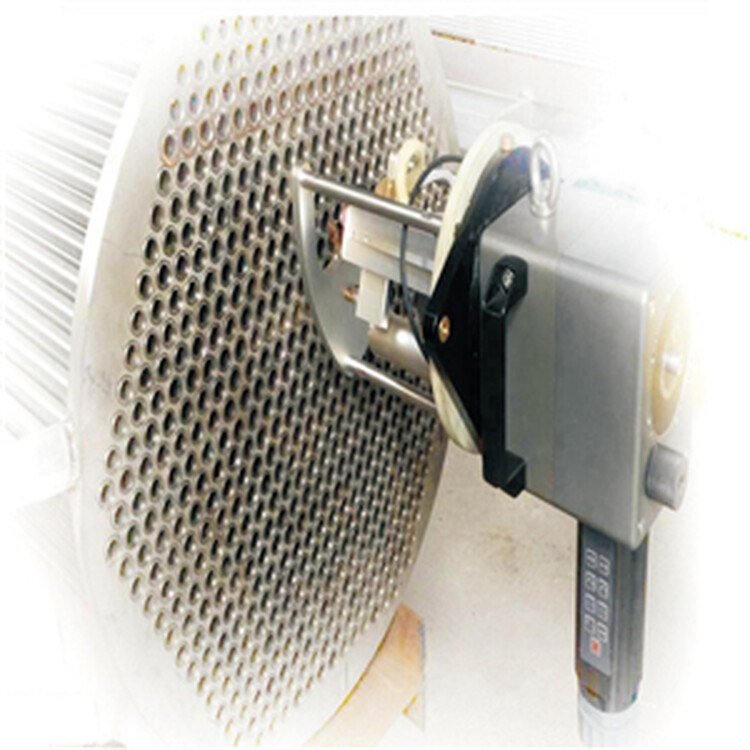
不锈钢凝汽器管板自动焊机的技术优势:热输入控制:通过电流,电压,旋转速度,送丝速度等参数的编程设置可以控制焊接热输入,从而更好的控制焊接热影响区,控制焊接质量和焊缝抗缺陷,抗失效及抗腐蚀能力。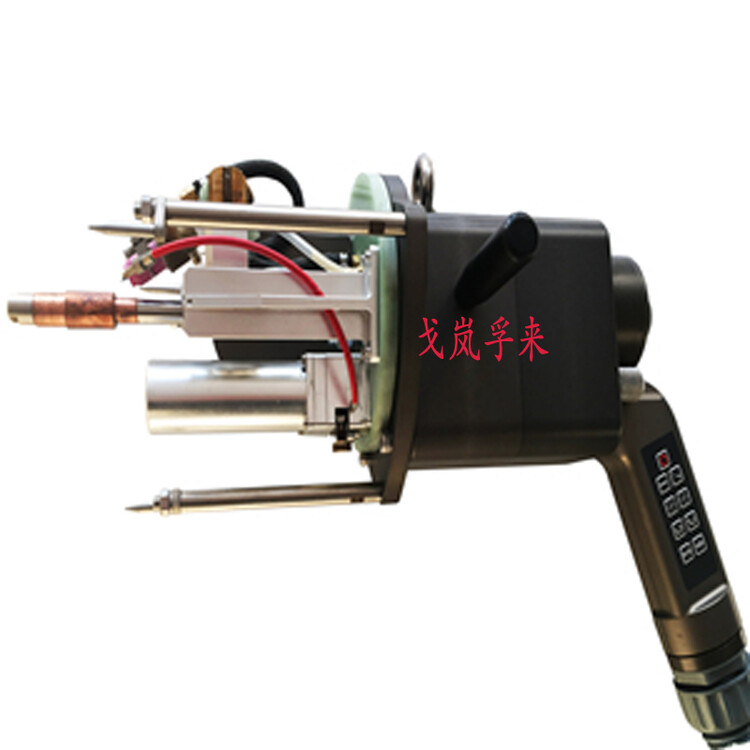
管板焊机的环境敏感性降低:封闭的头部可以很好地保护焊缝免受氧化,而几乎不受外部环境和风的影响。在狭窄空间中的可及性:对于很小的空间,可以通过自动焊接圆缝来实现手动操作难以达到的操作位置。人为因素的影响:手动操作取决于操作员的技术水平和责任心;自动缝焊在很大程度上取决于设备的准确性和可重复性。 管板自动焊接机的优点:1。管板自动焊接机的生产效率提高了三分之一以上;2。易于使用:每个焊工可以同时操作多个焊头,迅速适应工作量的变化;3。基本特征:不同角度的焊炬可以满足所有管接头设计形式的焊接要求;4。中心位置膨胀管,尺寸覆盖所有管件的内径;5。管板式自动焊接机采用耐高温材料和闭环水冷系统,以确保机头的高负载连续性;6。无限旋转的焊炬,使用独特设计的水力分离器为焊炬提供焊接电流,保护气体和冷却液,并实现无电缆缠绕的旋转;7。可以根据实际应用选择自动电弧电压控制或电弧高度控制模式;8。闭环调节可以确保正确的恒定或脉冲焊接速度;9。机头的集成送丝机装有1.5千克的送丝托盘,或者使用外部送丝器装载了15千克的送丝托盘。 管板式自动焊接机的电阻焊概述电阻焊的类型很多,三种常用的点焊,缝焊,对接焊和凸焊。1、点焊:点焊是电阻焊的一种方法,其中将焊件组装成搭接接头并压在两个柱状电极之间,以利用电阻热将母材熔化以形成焊接点。点焊主要用于薄板焊接。点焊过程:预压以确保工件接触良好并带电,从而使焊接的熔核形成塑料环,并对其进行压力锻造,以便在连续的压力作用下使熔核冷却并结晶,形成致密的结构,无缩孔和裂纹焊点。2、缝焊:缝焊的过程类似于点焊,不同之处在于,旋转的盘状辊式焊条代替了柱状焊条,并将焊件组装成搭接或对接接头,并置于两个辊式焊条之间。压焊和旋转焊接零件以连续或间断传输功率以形成连续焊缝的电阻焊方法。缝焊主要用于焊接需要密封的常规焊接结构,板厚通常在3mm以下。3、对接焊:对接焊是一种电阻焊方法,可沿整个接触表面焊接焊件。 管板焊接机由步进电机系统驱动:1。用于压力容器,锅炉,热交换器等的板和管的焊接;2。碳素钢,合金钢,不锈钢,铜和铜合金等的管材和管板的焊接,可焊接管外径为Ф10mm〜Ф80mm;3。龙门架的三维调整与五维微调相结合,适合于焊接具有较小管径和管桥的致密换热器;4。焊头可在水平面上旋转180度,方便更换钨针和微调送丝;5。机头采用水冷定位芯棒,避免管头熔化后内部流动,焊缝形成美;6。驱动器采用步进电机系统,机头运动可靠;7。逆变器用于控制直流脉冲电流。焊接效率高,电弧稳定性强,焊缝形成美。
